ゴム成形プロセス
ゴム成形は、いくつかの製造方法を用いて行うことができます。最も広く用いられている3つのプロセスは、圧縮成形、トランスファー成形、および射出成形です。それぞれの方法には独自の利点があり、製品の要件、生産量、および性能への期待に応じて適したものが異なります。.
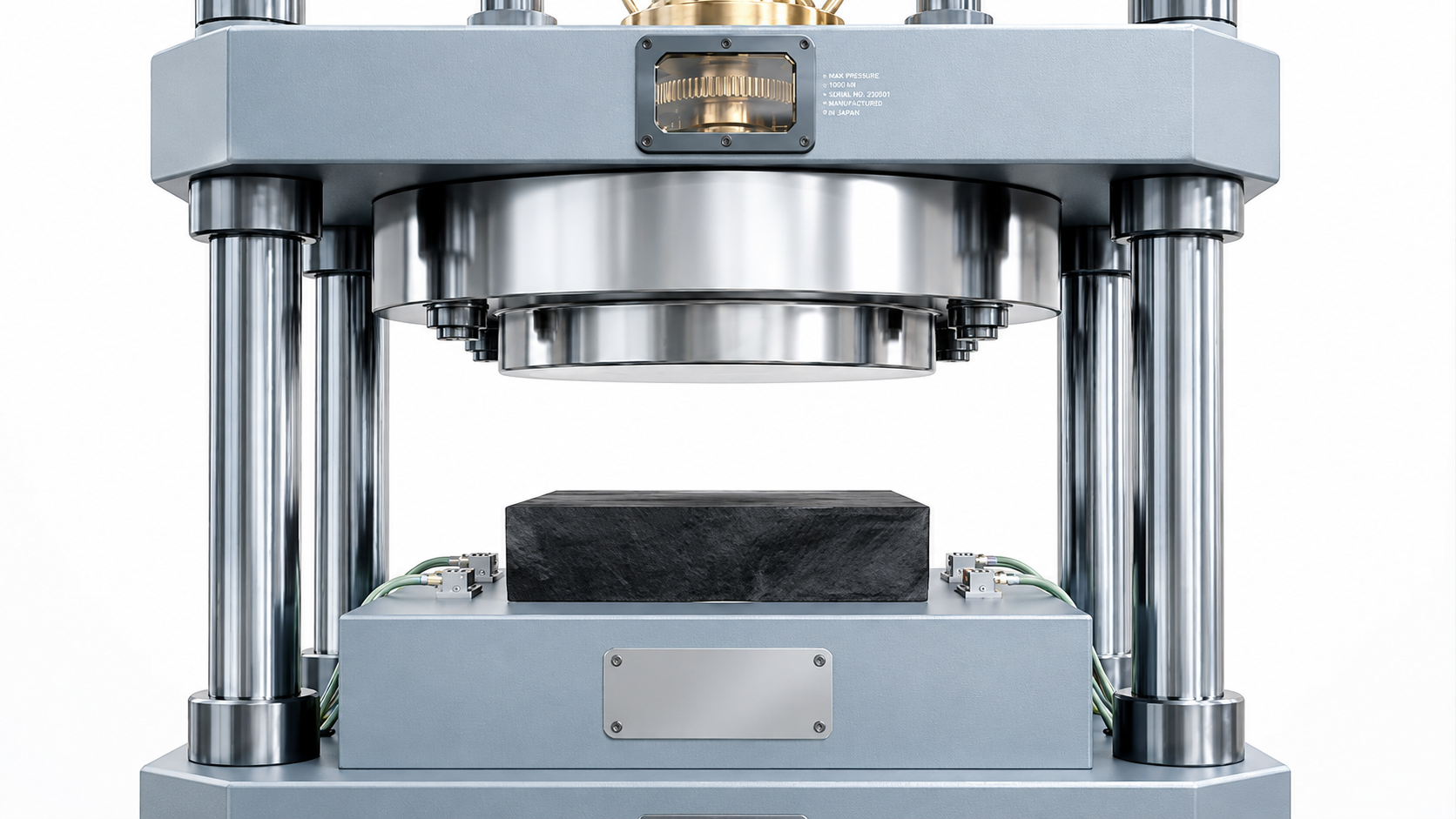
圧縮成形
圧縮成形は、主に上面型と下面型の2つの部分からなる金型を使用します。.
処理原理
予備加硫ゴムチャージを下型キャビティに配置します。次に上型を閉じ、熱と圧力を加えてゴム材料を圧縮し、型キャビティに流し込んで充填させます。その後、所定の形状と機械的特性が得られるように、温度とサイクルタイムを制御して加硫します。.

利点
- 比較的低コストの金型設計
- 最小限の材料無駄
制限
- 他の成形プロセスと比較して、低次元精度
- 金型キャビティ内のゴムフローの制御がより困難
- 追加のトリミング作業を必要とする、より高レベルなフラッシュ生成
適切な用途
- ゴム製パッキン及びガスケット
- 厚みがある、または大型の部品
- 比較的単純な幾何形状を持つ部品
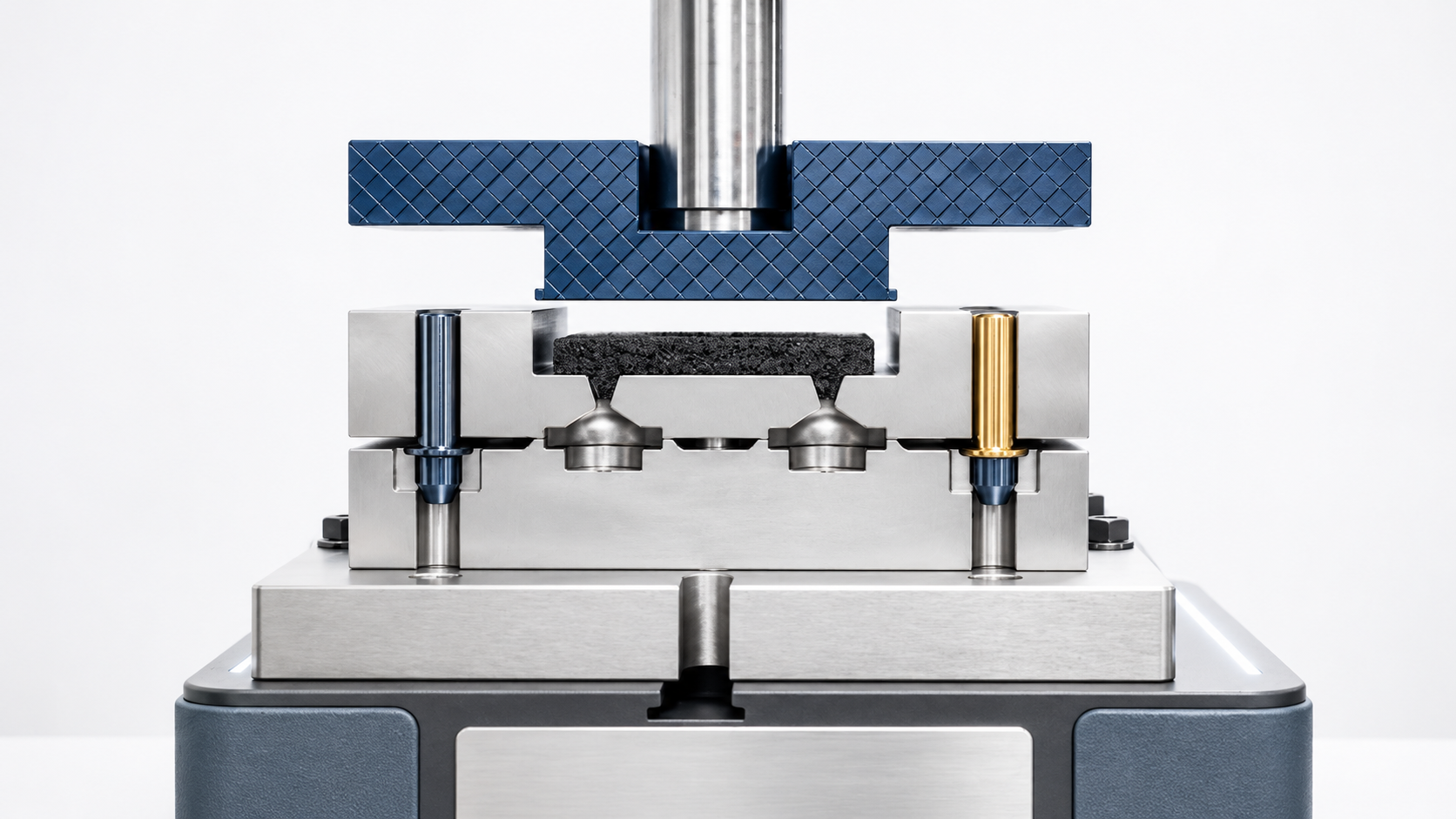
2. トランスファー成形
トランスファー成形は、トランスファーポットを備えた上型、下型、そしてトランスファープランジャーからなる3つの金型部品で構成されています。.
処理原理
まず、上下の金型を型締めします。上部に位置するトランスファーポットに、予備配合されたゴム材料を投入します。次にプランジャーが圧力を加え、ゴムを金型キャビティ内に押し込みます。その後、最終的な部品が成形されるまで、温度とサイクルタイムを制御しながら加硫を行います。.
利点
- ゴムの流れの制御において、圧縮成形よりも優れています。
- より詳細な描写と中程度の幾何学的複雑さを必要とする部品に適しています。
- フラッシュ生成の削減
制限
- 材料残渣は、通常、トランスファーポットおよびランナーシステム内に残ります。
- より複雑な金型構造
- 圧縮成形よりも高い、金型および加工コスト
適切な用途
- 中程度の寸法精度が要求される部品
- 金属部品などのインサートを組み込んだゴム部品
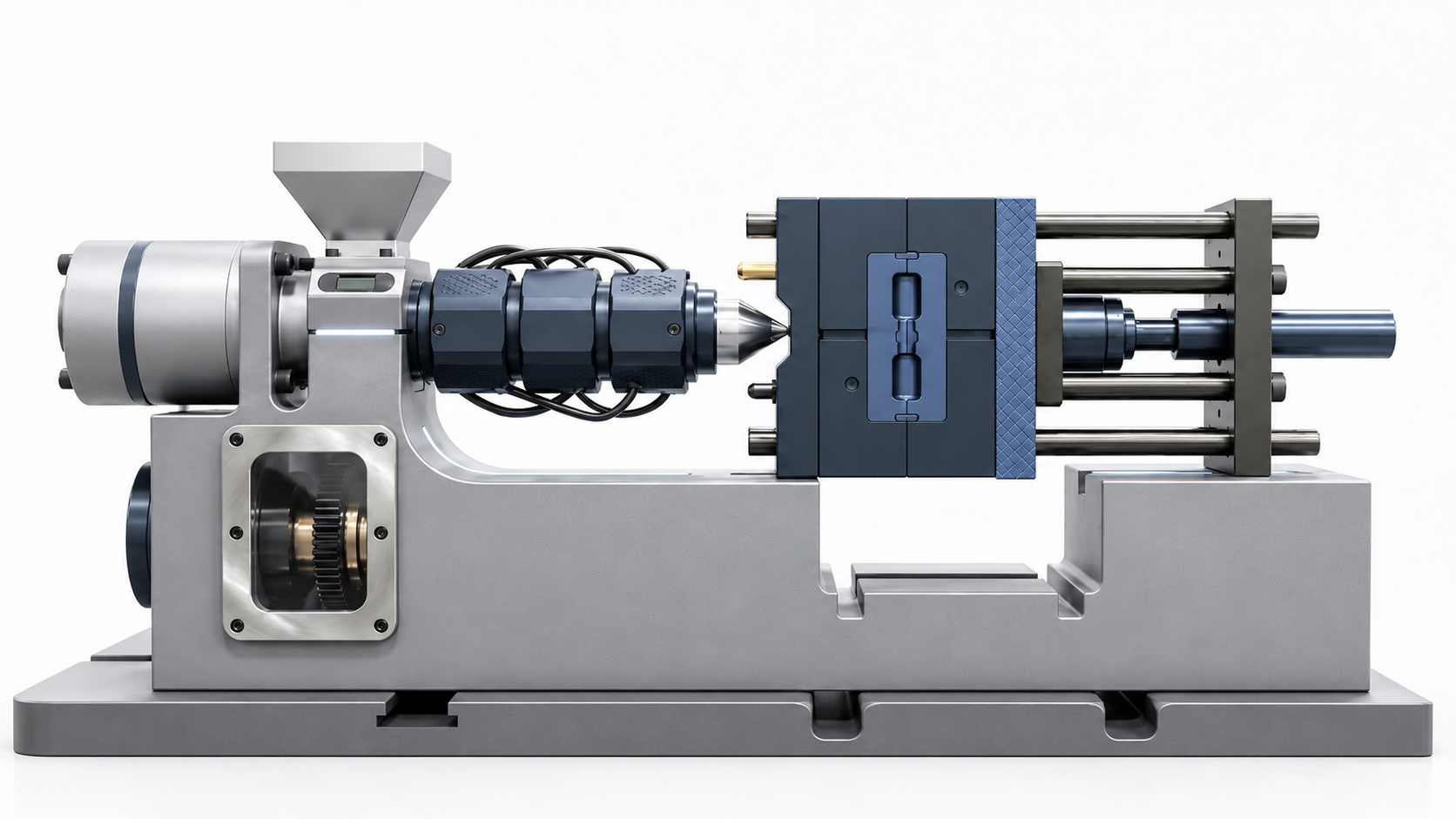
3. 射出成形
射出成形とは、ゴムコンパウンドを閉じた金型内に高圧で射出して成形する精密な製造プロセスです。.
処理原理
プレコンパウンドゴムを射出ユニットに供給し、制御された熱とスクリュー回転により可塑化します。金型が完全に閉じた後、ゴムを金型キャビティ内に高圧で充填し、完全に満たされるまで射出します。その後、所望の形状と性能特性を得るために、制御された温度とサイクルタイムで加硫します。.
利点
- 優れた寸法精度と繰り返し精度
- 大量生産における高い生産効率
- 一貫した品質管理
- 材料の無駄の削減
制限
- 設備および工具への高額な投資コスト
- 精密なプロセス制御が必要です。注入速度が速すぎると材料の逆流を引き起こす可能性があり、注入速度が遅すぎる、あるいは硬化特性との同期が不適切であると、射出バレル内で早期硬化が生じる可能性があります。.
- ランナーおよびゲートの設計は、ゴムの流れ挙動と製品品質に直接影響するため、慎重に最適化する必要があります。
適切な用途
- 高度に複雑なゴム部品
- 中小部品
- シール、Oリング、および自動車用ゴム部品
比較概要
| 要因 | 圧縮成形 | トランスファー成形 | 射出成形 |
| 金型の複雑性 | 低 | 中程度 | はい |
| 寸法精度 | 低 | 中程度 | はい |
| 材料の無駄 | 低 | 中程度 | 低 |
| 初期投資費用 | 低 | 中程度 | はい |
| 最適 | 大型部品と単純な幾何形状 | インサート部品および中程度の複雑性 | 大量生産と複雑な部品 |
製品に適したゴム成形プロセスをお探しですか?
インターラバーでは、品質、コスト、性能の適切なバランスを実現するために、最適な製造プロセスの選定をお手伝いする準備ができております。.