กระบวนการขึ้นรูปยาง
ในกระบวนการขึ้นรูปยาง (Rubber Molding) สามารถทำได้หลายวิธี แต่ที่นิยมมี 3 วิธี คือ Compression Molding, Transfer Molding และ Injection Molding
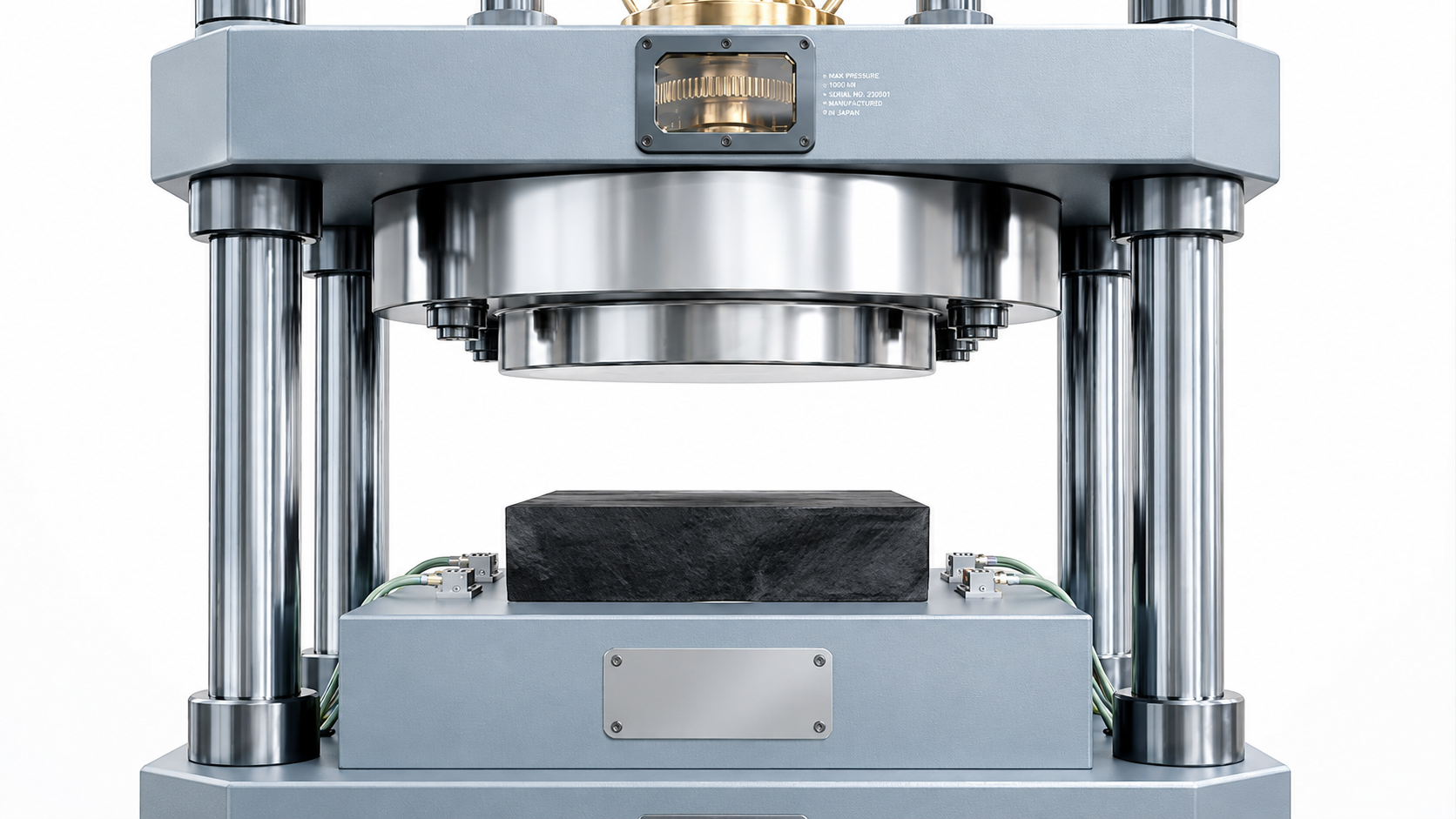
1. Compression Molding (การขึ้นรูปด้วยแม่พิมพ์แบบกดอัด)
แม่พิมพ์แบบกดอัดจะประกอบด้วยแม่พิมพ์ 2 ส่วนหลัก คือ แม่พิมพ์ส่วนบนและแม่พิมส่วนล่าง
หลักการทำงาน
วางยางคอมปาวนด์ (Compound Rubber : ยางที่ผสมสารเคมีแล้ว) ลงบนแม่พิมพ์ส่วนล่าง จากนั้นกดแม่พิมพ์ส่วนบนลงมาประกบกันจนสนิท ใช้ความร้อนและแรงดันเพื่อบีบอัดยางให้ไหลเข้าสู่แม่พิมพ์จนเต็ม จากนั้นใช้ความร้อนและเวลาที่เหมาะสมเพื่อให้ยางแข็งตัวและคงรูป

จุดเด่น
- โครงสร้างแม่พิมพ์ไม่ซับซ้อน ต้นทุนต่ำ
- เสียเศษยางในปริมาณที่น้อย
ข้อจำกัด
- ความแม่นยำต่ำกว่าการขึ้นรูปแบบอื่น
- ควบคุมการไหลของยางเข้าสู่แม่พิมพ์ได้ยาก
- เกิดครีบยางเยอะ ต้องตัดแต่งเพิ่ม
ประเภทชิ้นงานที่เหมาะสม
- ยางรอง, ปะเก็น
- ชิ้นงานหนา / ขนาดใหญ่
- ชิ้นงานที่มีความซับซ้อนน้อย
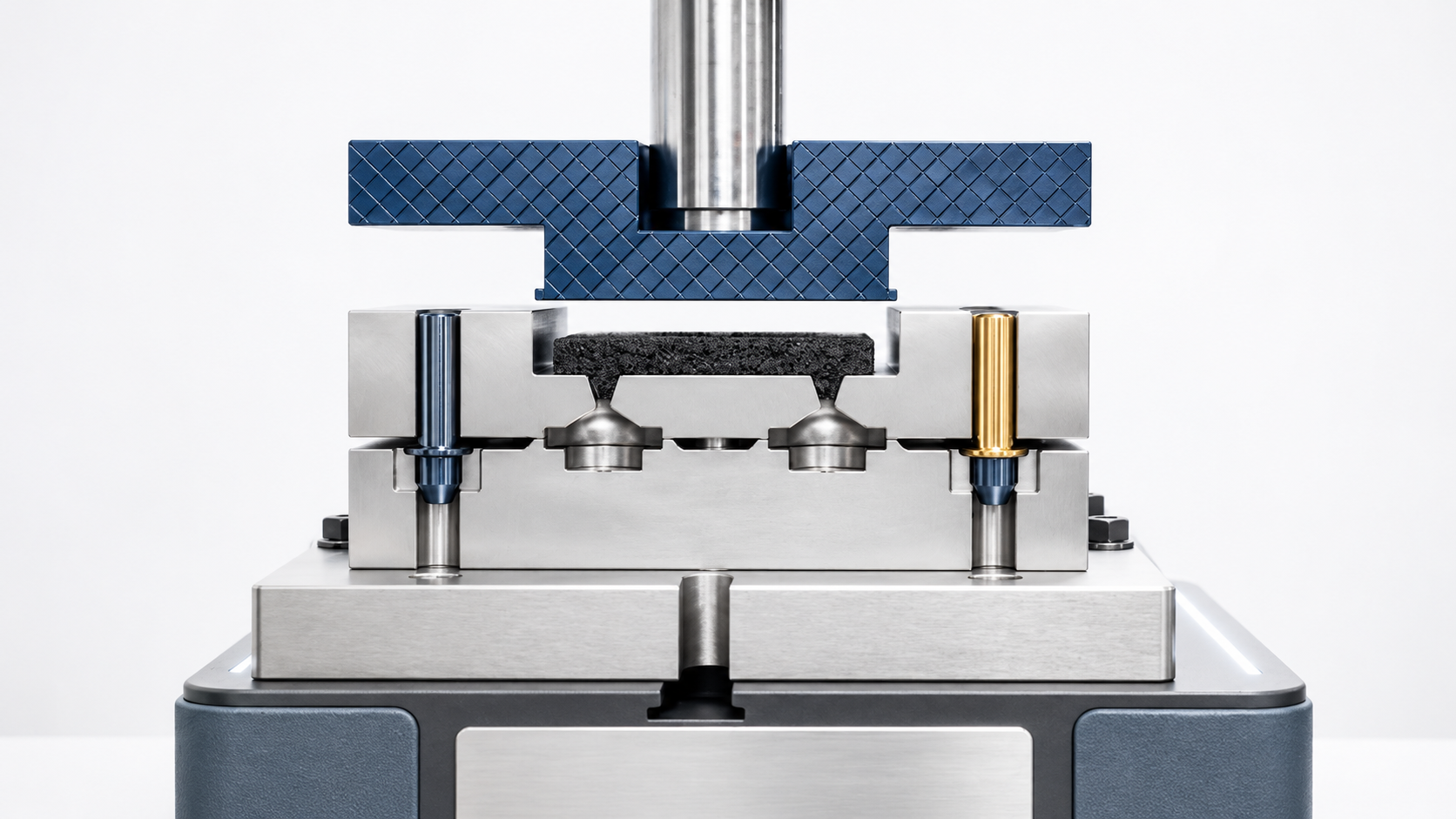
2. Transfer Molding (การขึ้นรูปด้วยแม่พิมพ์แบบกึ่งฉีด)
แม่พิมพ์แบบกึ่งฉีดประกอบด้วย 3 ส่วนหลัก คือ แม่พิมพ์ส่วนบนที่มีถังสำหรับใส่ยางด้านบน แม่พิมพ์ส่วนล่าง และลูกสูบ (แท่นกดยาง)
หลักการทำงาน
กดแม่พิมพ์ส่วนบนลงมาประกบกับแม่พิมพ์ส่วนล่างจนสนิท วางยางคอมปาวนด์ลงในถังที่อยู่ด้านบนของแม่พิมพ์ กดลูกสูบเพื่อดันยางให้ไหลเข้าสู่แม่พิมพ์จนเต็ม จากนั้นใช้ความร้อนและเวลาที่เหมาะสมเพื่อให้ยางแข็งตัวและคงรูป
จุดเด่น
- ควบคุมการไหลของยางเข้าสู่แม่พิมพ์ได้ดีกว่าการขึ้นรูปแบบ Compression Molding
- เหมาะกับชิ้นงานที่ละเอียดและซับซ้อนปานกลาง
- เกิดครีบยางน้อย
ข้อจำกัด
- มักจะมีเศษยางติดหัวฉีดและแม่พิมพ์
- โครงสร้างแม่พิมพ์ที่ซับซ้อนขึ้น
- ต้นทุนสูงกว่าการขึ้นรูปแบบ Compression Molding
ประเภทชิ้นงานที่เหมาะสม
- ชิ้นงานที่ต้องการความละเอียดปานกลาง
- ชิ้นงานที่มีส่วนประกอบอื่น ๆ เช่น เหล็ก
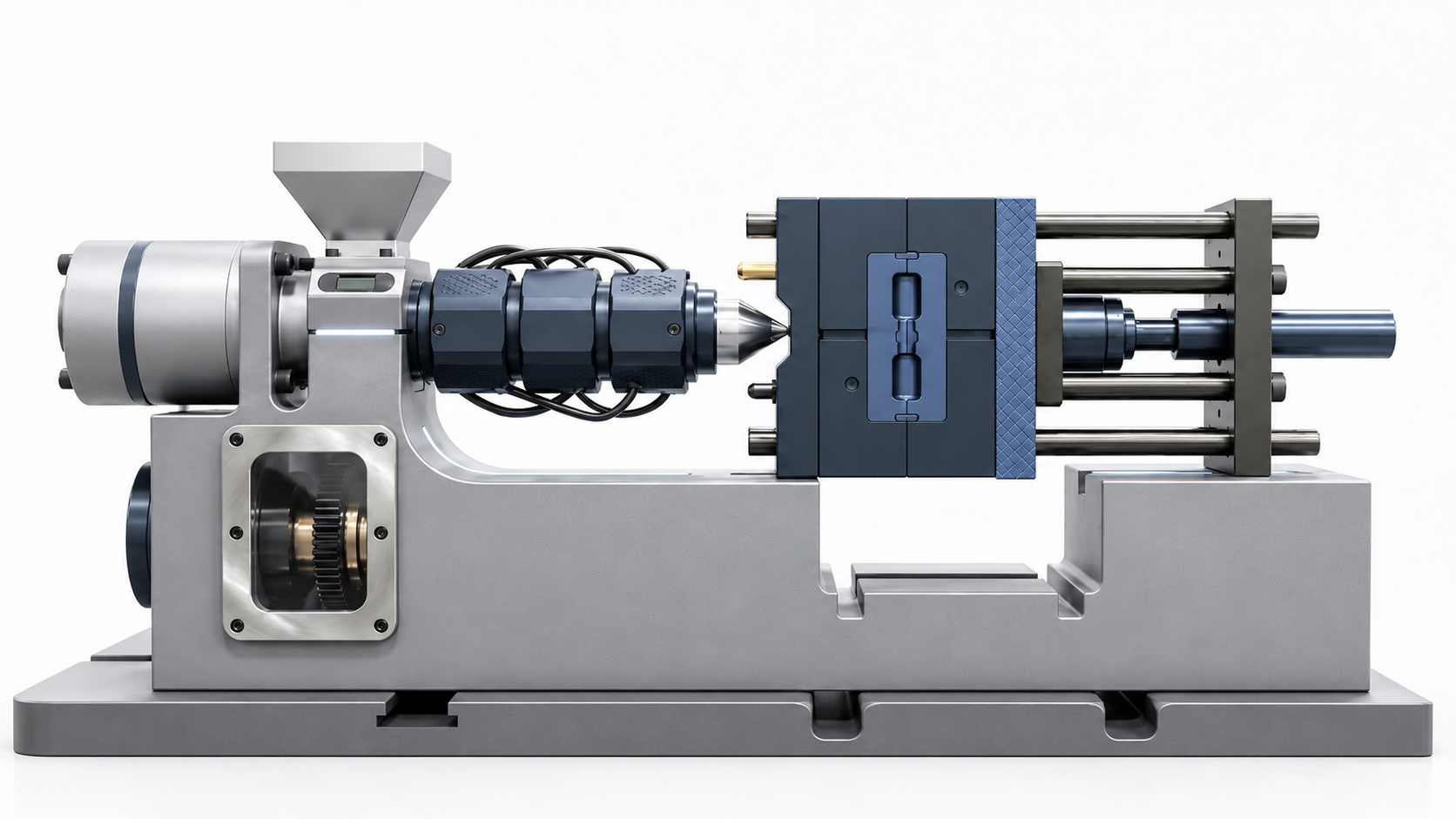
3. Injection Molding (การฉีดขึ้นรูป)
เป็นการขึ้นรูปยางด้วยการฉีดอัดฉีดยางเข้าสู่แม่พิมพ์ด้วยแรงดันสูง
หลักการทำงาน
นำยางคอมปาวนด์เข้าสู่ถังด้านบน จากนั้นยางจะถูกทำให้อ่อนตัวภายในกระบอกฉีดด้วยความร้อนและการหมุนของสกรู เมื่อแม่พิมพ์ปิดสนิท เครื่องจะฉีดยางเข้าสู่โพรงแม่พิมพ์ด้วยแรงดันสูงจนเต็ม จากนั้นใช้ความร้อนและเวลาที่เหมาะสมเพื่อให้ยางแข็งตัวและคงรูป
จุดเด่น
- ความแม่นยำสูงมาก
- ผลิตได้รวดเร็ว เหมาะกับงานที่มีจำนวนมาก
- ควบคุมคุณภาพได้อย่างสม่ำเสมอ
- เกิดของเสียน้อย
ข้อจำกัด
- เครื่องจักรและแม่พิมพ์มีราคาแพง
- ต้องควบคุมขั้นตอนอย่างละเอียด เช่น ความเร็วการฉีด หากเร็วไปยางจะปลิ้นขึ้น ก้านฉีดไม่ลงในแม่พิมพ์ หากช้าไปหรือไม่สัมพันธ์กับเวลาสุกของยางจะทำให้ยางจะสุกคากระบอกฉีด
- การออกแบบก้านฉีดต้องเหมาะสม เนื่องจากมีผลต่อการไหลของยาง
ประเภทชิ้นงานที่เหมาะสม
- ชิ้นงานที่มีความซับซ้อนซับซ้อนมาก
- ชิ้นงานขนาดเล็กและขนาดกลาง
- ซีล โอริง ชิ้นส่วนยานยนต์
ตารางสรุปเปรียบเทียบ
| ปัจจัย | Compression | Transfer | Injection |
| ความซับซ้อนของแม่พิมพ์ | ต่ำ | แข็งปานกลาง | สูง |
| ความแม่นยำ | ต่ำ | แข็งปานกลาง | สูง |
| ของเสีย | ต่ำ | แข็งปานกลาง | ต่ำ |
| ต้นทุนเริ่มต้น | ต่ำ | แข็งปานกลาง | สูง |
| เหมาะกับ | งานขนาดใหญ่ งานที่มีความซับซ้อนน้อย | งานที่มีส่วนประกอบอื่น ๆ งานที่มีความซับซ้อนปานกลาง | การผลิตในจำนวนมาก งานที่มีความซับซ้อนสูง |
ที่ Inter Rubber เราพร้อมให้คำแนะนำเพื่อช่วยคุณเลือกกระบวนการผลิต เพื่อตอบโจทย์ทั้งด้านคุณภาพ ต้นทุน และประสิทธิภาพการใช้งาน ติดต่อทีมงานของเราเพื่อปรึกษากับผู้เชี่ยวชาญด้านการผลิตยางโดยเฉพาะ
ที่อินเทอร์ รับเบอร์ เราพร้อมช่วยคุณเลือกกระบวนการผลิตที่เหมาะสมที่สุดเพื่อให้ได้คุณภาพ ต้นทุน และประสิทธิภาพที่สมดุล.